Understanding Volume in PCB Assembly
Not all PCB assembly projects are the same. A batch of 20 prototype boards and a yearly demand of 100,000 units require completely different production strategies. Choosing the right EMS setup helps you control cost, lead time, and quality.
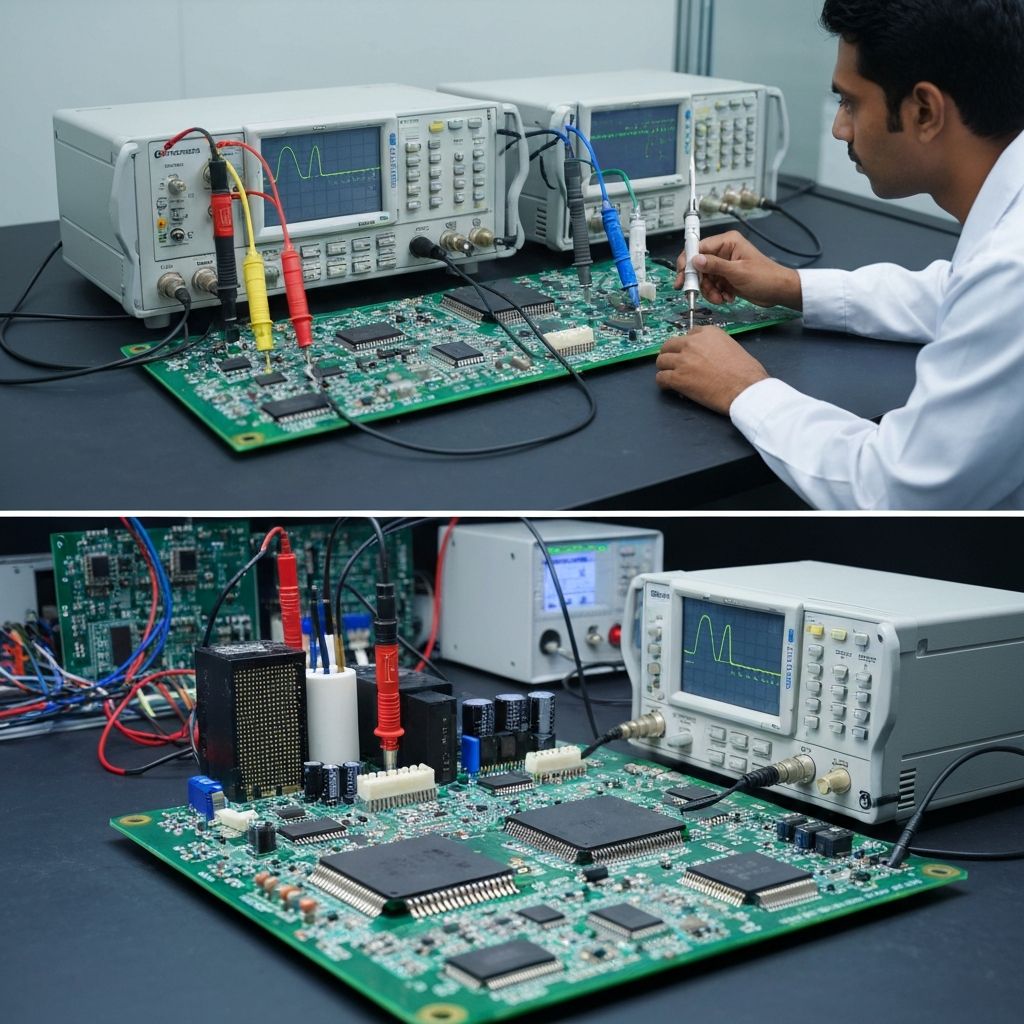
Low-Volume PCB Assembly
Low-volume typically refers to:
- Prototypes and engineering validation builds
- Pilot batches for field trials
- Specialized or niche products with limited annual demand
Key Characteristics
- More manual or semi-automatic processes
- Flexible setups, frequent changeovers
- Higher per-unit cost, but lower upfront investment
High-Volume PCB Assembly
High-volume manufacturing focuses on scaling a proven design. It is ideal when:
- Design is frozen and stable
- Annual demand is high or growing
- Per-unit cost becomes a major competitive factor
Key Characteristics
- Highly automated SMT and inspection lines
- Dedicated fixtures and test setups
- Lower per-unit cost, but requires higher upfront planning and tooling
DFM and NPI: Bridging the Gap
A good EMS partner will guide you from low-volume NPI (New Product Introduction) to high-volume production through:
- DFM reviews and design optimization
- Controlled process validation runs
- Gradual ramp-up of volumes
Conclusion
Both low-volume and high-volume PCB assembly have their place in a product’s lifecycle. Understanding the differences helps you pick the right approach at each stage, from early prototypes to mature mass-produced products.